
在精密零件加工的过程中车削出现了扎刀现象 造成扎刀现象的主要原因是:工件夹紧不牢靠而走动,致使切削量徒增。此外,车刀刀杆弹性差、切削用量选择过大、蜗杆车刀纵向前角太大、切削液选用不适当或因车刀切削刃磨钝而出现的加工硬化影响切入等,也可能引起扎刀。一旦发生扎刀,轻则损坏车刀、报废工件,重则对机床造成损害,故应尽量防止。
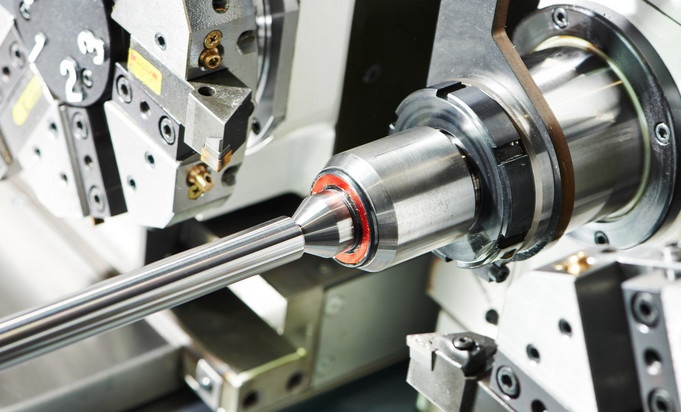
精密零件加工中齿形不正确主要出在车刀的刃磨和安装上。例如车刀刀尖角未作修正;车刀刀尖和工件中心不等高;刀尖角平分线未与工件轴线垂直;精车时未根据蜗杆形式按要求正确装刀等。此外,车刀的磨损也会影响齿形的正确性。
表面质量差 刀杆刚性不足而产生的振动;车刀磨钝或损坏;工件刚性差且切削用量选择不当;粗加工时借刀量过大而无法修正;精加工阶段余量未留足;切削液选用不当;车削中出现积屑瘤或切屑拉毛蜗杆齿侧面都将使表面质量下降。